| 品牌 | SHIPU |
|---|---|
| 标准 | 国标 |
| 材质 | 高密度聚乙烯HDPE |
| 叉车方向 | 四面进叉 |
| 耐温度 | -35℃-+85℃ |
| 型号 | 齐全 |
赛普塑料制品有限公司是一家以 广东东莞物流周转箱的生产、营销于一体的综合性厂家。其中 广东东莞物流周转箱引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。


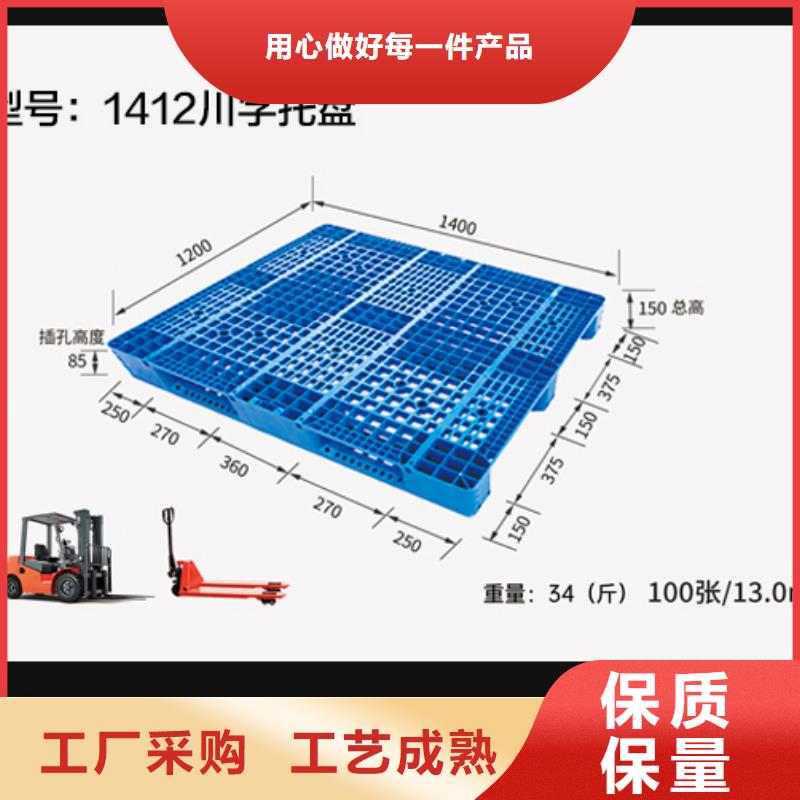
塑料托盘技术标准
SP-1210川字平面塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 14m3
| |||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| |||
| 叉孔高度 | 85mm
| |||||
| 载重 | 动载 | 静载 | 货架 | 特别说明 | 可内置7根镀锌方形钢管,表面4根 腿部3根 | |
| 1.5T | 6T | 0.8T | ||||
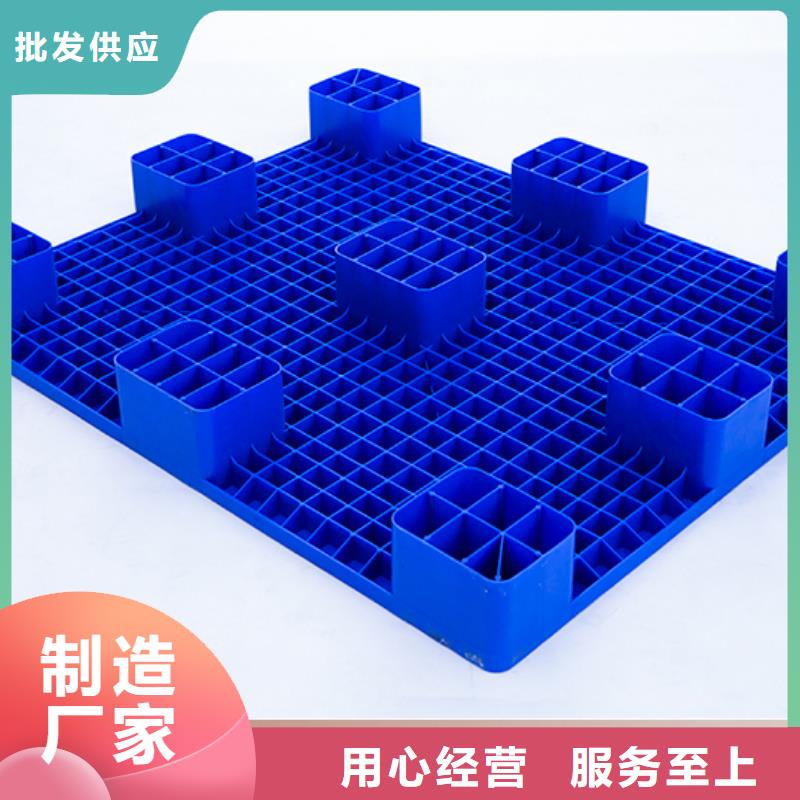
| 底部结构 | 川字型 | |||||
| 使用方法 | 适合货架、平地使用 | |||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| |||||
| 图片展示 |
| |||||
塑料托盘测试标准:
1.对角跌落试验:跌落试验高度1000mm,一般为如此重复三次,对角变化率≤1%
2.抗弯强度试验:弯曲度≤30mm,下铺板强度试验挠曲率≤5%,均载强度试验挠曲率≤4%,无影响使用的裂纹和变形。
3.重量偏差:与标准合格样品误差≤±0.5KG
4.托盘尺寸偏差:长,宽,高制造误差为≤2mm,两对角线长度误差≤3mm
备注:以上塑料托盘参考数据为重庆赛普塑业托盘制造企业提供,具体以实际配合使用为准。
SP-1210川字网格塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 13m3
| |||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| |||
| 叉孔高度 | 85mm
| |||||
| 载重 | 动载 | 静载 | 货架 | 特别说明 | 内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 1T | 4T | 0.8T | ||||
| 底部结构 | 川字型 | |||||
| 使用方法 | 适合货架、平地使用 | |||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| |||||
| 图片展示 |
| |||||

其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。


塑料托盘的生产一般釆用三种工艺方法:一是注射成型,需要万克以上注射机及大型模具配套,成本较高;二是组合型,釆用挤压法,成本低但使用强度较差;三是异型中空吹塑,工艺简单节省原料。其中组合型托盘在中国很少。